






99*1卫生级不锈钢管液压成型控制循环时间提高生产率
置换大量流体以打开和关闭模具、将零件移入和移出工具以及填充和加压管是缩短周期时间的几个因素。
然而,限制生产率的主要因素之一是弯曲和预成型操作。因此,为了提高生产率,可以使用几台折弯机为管材液压成型工艺提供零件,或者可以一次成型几个零件。图 6给出了一些样品生产率。
为了成功进行液压成型,制造商必须选择合适的机器设置,即压力与时间和轴向进给与时间。只有这样,才能避免轴向进给量过大引起的皱纹或压力过大引起的断裂等缺陷。仅凭经验很难选择这些机器设置,尤其是在开发新模具和新成型工艺时。因此,建立正确的机器操作可能需要太多成本高昂且耗时的反复试验。
因此,最好在工艺开发过程中使用模拟机器操作和管子变形的计算机辅助技术进行这种反复试验。

工艺设计与仿真
内压和轴向进料的同时施加使管状坯料具有模具的形状。管材的材料特性和可成形性决定了最终零件能否在现有工艺条件下成形。
可以从分析计算或计算机模拟中获得工艺参数(例如内部压力、轴向进料和反压)的初始估计值,以减少开发时间。各种软件包都可以模拟管材液压成型过程。内压通常用压力-时间函数来描述,但在某些情况下这可能会导致稳定性问题。但是,使用(泵的)流量-时间函数代替压力-时间函数可以消除稳定性问题。体积流量选项在计算机程序中的一些有限元代码中可用,例如 Indeed、LS-Dyna 和 Pam-Stamp。
为了可靠地预测管材液压成形中的成形条件,需要向计算机模拟提供准确的材料数据(流动应力、厚度、直径和各向异性)和工艺信息(内部压力、轴向进给、反作用力和摩擦力)。输入数据还应包括应变历史(弯曲和预成型过程中材料的硬化)。
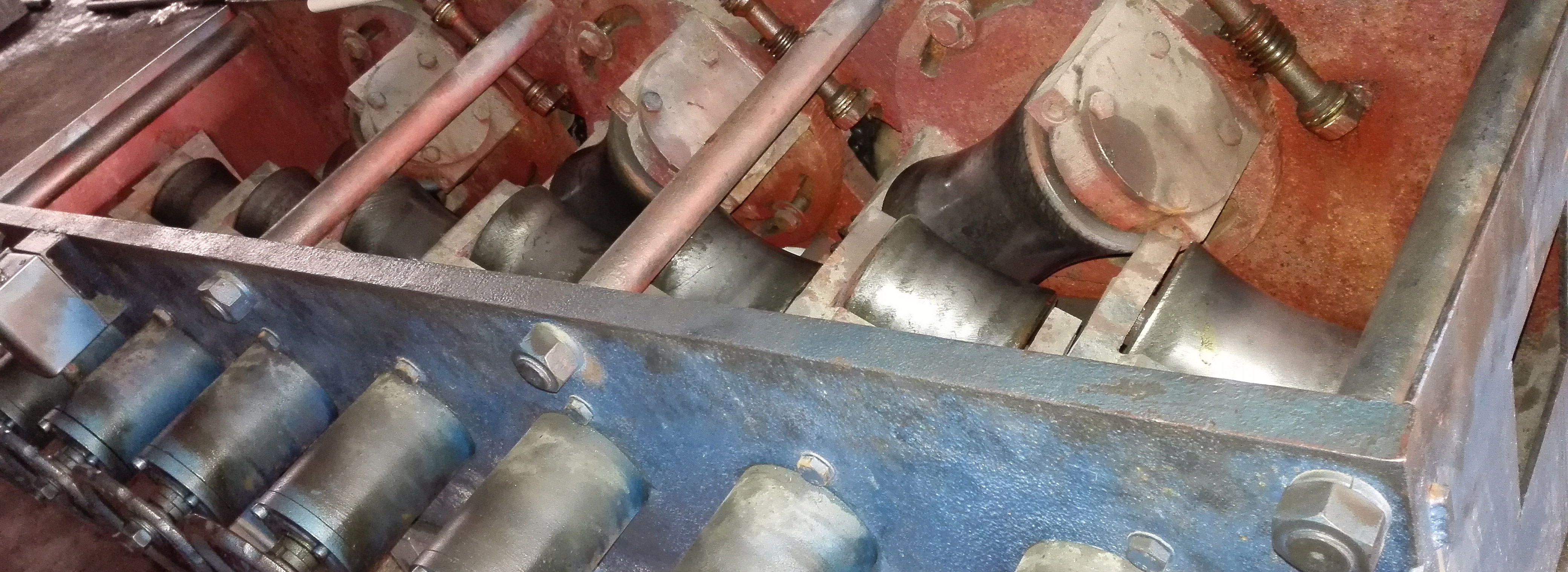
使用 Pam-Stamp 预测由低碳钢 (1008) 制成的结构部件的减薄分布如图 7所示。在此液压成型工艺中,将一根 2.5 米长、120 毫米直径、3 毫米厚的管材弯曲、压碎并液压成型为最终尺寸。从弯曲操作开始,对制造过程中的每个步骤进行模拟,并将应变历史记录到下一步以提高预测的准确性。
有限元分析预测与 Dana Corporation 提供的零件的实际测量非常吻合。分析模型的应用示例如图 8所示。本例中的管角半径是使用分析模型在内部压力函数中计算的。这些模型产生的结果与实验结果非常吻合。






 友情链接:
友情链接: